Распространенные дефекты сварных швов
Что такое дефект сварного шва?
Прежде чем углубляться в то, что вызывает дефекты сварных швов или что такое дефекты сварки, вы должны ознакомиться с тем, что такое дефекты сварки.
Дефект сварки - это просто несовершенство или дефект, вызванный использованием сварки. В некоторых случаях сварной шов может содержать не дефект, а разрыв. Разрыв не считается дефектом сварки.
Тесты для сварщика могут вам в борьбе со сварными швами.
Однако, если разрыв продолжает увеличиваться больше допустимого предела, он больше не дефект, он в конечном итоге становится дефектом при сварке.
Дефекты сварки могут быть вызваны некачественным процессом сварки, неопытными сварщиками или некачественным сварочным материалом.
Мы все хотим, чтобы наша сварка была принята, поэтому вы должны знать все распространенные типы дефектов сварки и, как их избежать.
Распространенные типы дефектов сварных швов
Есть много дефектов сварки, но наиболее распространенные приведены ниже:
Знание вашего дефекта и его решения о том, как его предотвратить, является обязательным.
1. Трещины
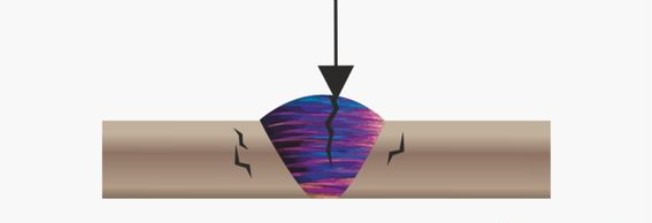
Трещина является наиболее распространенным и популярным дефектом в сварке. Это может опасно повлиять на вашу сварку, ослабляя ее. Они растут быстрыми темпами и перемещаются вглубь сварки.
Трещины возникают тремя различными способами:
- Продольным или продольным способом.
- Поперечно или по ширине бусины.
- В конце сварного шва после окончания дуги.
Трещины также могут быть горячими или холодными. Это зависит исключительно от состояния. Если есть некоторые проблемы с вашим сплавом присадочных металлов, шансы на горячую трещину увеличиваются. Принимайте во внимание, что холодные трещины возникают после нескольких дней или недель сварки. Это может быть связано с деформациями в металле.
Способы профилактики
- Всегда разогревайте сустав.
- Убедитесь, что материал присадки сплава правильный.
- Позвольте соединению расширяться или сжиматься во время сварки и охлаждения.
- Избегайте использования черных металлов с газообразным водородом.
2. Включения
Включения относятся к примесям, попавшим в ваш сварной шов. Отпечатки застревают в вашей сварке и приводят к тому, что сварной шов становится слабее. Шлак образуется при использовании флюса. Шлак должен покинуть расплавленный бассейн, заставив его плавать на поверхности.
Сварка MIG и TIG не позволяет шлаку стекать.
Способы профилактики
- Всегда очищайте основной металл перед сваркой.
- Не позволяйте сварному бассейну остывать слишком быстро, используя низкую силу тока.
- Держите правильный угол и скорость факела.
3. Отсутствие плавления
Отсутствие плавления происходит из-за несовершенного присадочного металла. Материал наполнителя должен соответствовать основному металлу и подходить и прилипать к нему полностью, не оставляя никаких зазоров. Если материал наполнителя не соответствует основному металлу, он обязательно оставит пустоты и зазоры из-за плохой адгезии.
Способ предотвращения
- Всегда очищайте примеси от сварного металла перед сваркой
- Используйте правильный материал наполнителя и размер электрода.
- Держите силу тока высокой.
- Держите факел и дугу идеальными.
4. Пористость
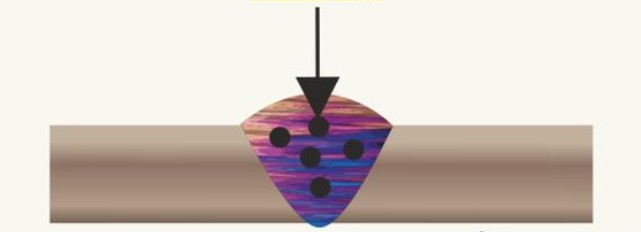
Как относится к термину пористость, это означает захват молекул газа сварным швом, что делает его пористым. Когда газ попадает в ловушку, он вызывает небольшие пузырьки в сварном шве, делая его похожим на губку. В процессе сварки выделяется несколько газов. Он включает в себя пар, углекислый газ и водород. Они остаются внутри сустава, образуют пузырьки и влияют на прочность сустава.
Способы предотвращения
- Всегда следите за тем, чтобы основной металл был чистым и сухим.
- Используйте водородные электроды с идеальным покрытием.
- Используйте короткую дугу и держите силу тока низкой.
- Заставьте газ пузыриться, медленно перемещая факел.
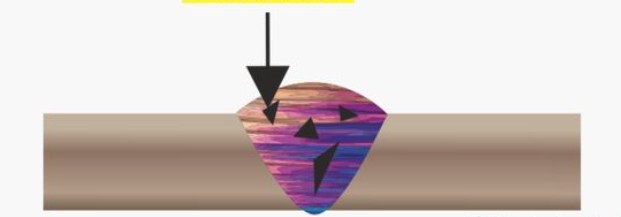
5. Подрез
Подрез - это дефект, в котором встречаются пятна или участки, которые меньше, чем исходный основной металл. Они часто появляются в верхней нижней части сварного шва в виде «выемки». Это делает сварной шов тонким и деликатным до поломки.
Способы предотвращения
- Продолжайте двигать факел в медленном темпе с достаточной силой тока.
- Поместите дугу и факел под прямым углом.
- Всегда выбирайте правильный защитный газ с правильными методами сварки.
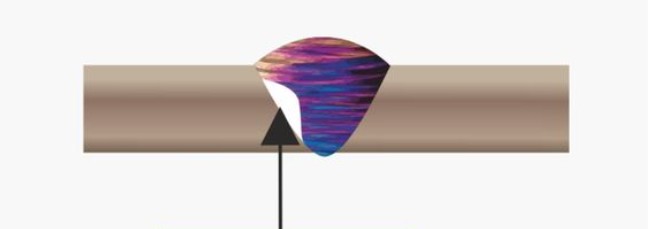
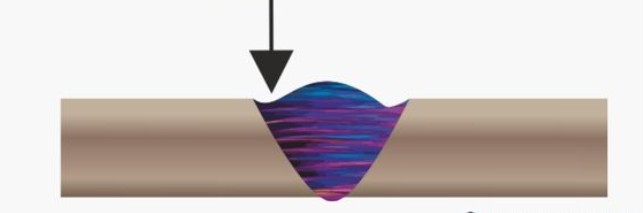
6. Плохое проникновение
Плохое проникновение относится к недостаточному проникновению в стык, чтобы сделать правильный сварной шов. Это происходит, когда шарик не заполняет сустав должным образом. Это делает сварной шов уязвимым для разрушения.
Способы предотвращения
- Всегда следите за тем, чтобы электрод был подходящего размера.
- Вдоль заготовки таким образом, чтобы не оставалось зазора.
- Установите силу тока.
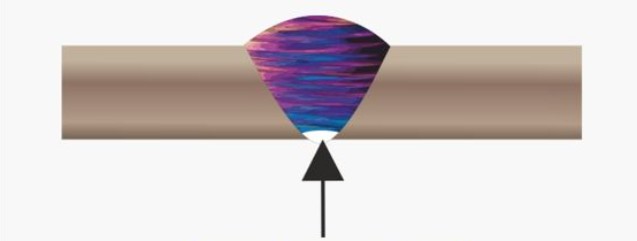
7. Прожигайте
Прогорание - это отверстие, полученное из-за очень высокой температуры нагрева. Это заставляет металл плавиться и делает отверстие, которое эффективно снижает качество сварного шва.
Вы столкнетесь с этой проблемой, если заготовка слишком тоньше, или настройки сварочного аппарата настроены на очень высокий уровень.
Как предотвратить
- Не делайте темп факела медленным.
- Сделайте разрыв меньше.
- Всегда используйте правильные размеры проволоки.
8. Под заливкой
Под заливкой находится состояние, при котором шарик проходит ниже металлической поверхности и сидит там. Это происходит из-за более тонкой бусины, которая выбегает на нижнюю поверхность. Это делает качество сустава плохим, делая его деликатным.
Это состояние иногда может быть известно как «колея», а иногда как «выпуклый сустав».
Способы предотвращения
- Не двигайтесь слишком быстро во время сварки.
- Электродный наполнитель должен быть подходящим.
9. Брызги
Брызги – это дефект, который разрушает красоту сварного шва. В некоторых случаях точность и чистота так же важны, как и прочность сварного шва. Когда происходит разбрызгивание, сварной шов выглядит грубым.
Способы предотвращения
Вы не можете удалить все брызги, но можете уменьшить их до хорошего предела.
- Всегда очищайте основной металл перед сваркой.
- Правильно установите полярность.
- Используйте правильную силу тока.
10. Перекрытие / переворачивание
Перекат или перекрытие происходит, когда сварочный материал покрывает основной металл на носке. При этом дефекте сварочный материал делает угол в 90 градусов при прокатке.
Способы предотвращения
- Не делайте скорость движения низкой.
- Избегайте использования негабаритных электродов.
- Избегайте высоких настроек, корректируя силу тока.
11. Усы
Усы возникают из-за проволоки электрода, которая прилипает к корневой стороне сварного шва. Они возникают, когда электродная проволока выступает из передней кромки. В основном воспринимаются, как включения и делают сустав таким плохим.
Способы предотвращения
- Уменьшите скорость подачи проволоки.
- Двигайтесь в среднем темпе.
- Увеличение расстояния вылипания проволоки.
12. Механические повреждения
Механические повреждения могут быть вызваны различными факторами. Это может быть сделано благодаря использованию молотков, шлифовальных машин или любого другого инструмента. Это тип повреждения, который возникает часто.
Способы предотвращения
- Избегайте агрессии во время борьбы со шлаками.
- Не используйте тяжелые молотки.
- Не позволяйте суставу оставаться под давлением.
Заключение
В этой статье мы рассмотрели наиболее распространенные дефекты сварки. Без сомнения, дефектов может быть больше, чем описано выше, но каждый сварщик должен знать об этом.